 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Продукты
- Большая форма для бытовой техники
- Пресс-форма для мелкой бытовой техники
- Пластиковая форма для бытовых деталей
- Пластиковая форма для медицинского оборудования
- Пластиковая форма для офисных помещений
- Пресс-форма для пластиковых автомобильных деталей
- Пластиковая форма для деталей мотоцикла
- Плесень для товаров для домашних животных
- Пластиковая форма для стула
- Пластиковые промышленные детали
- Пресс-форма для литья пластиковых ящиков
- Пластиковая форма для детских товаров
- Пластиковая тонкостенная форма
- ПЭТ-преформа и пресс-форма для крышек
- Пресс-форма для пластиковых труб
- Пластиковые изделия
- Другие формы









Пластиковая форма для литья мыла
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную форму для литья пластиковых чехлов для мыла. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку. Пресс-форма для литья пластикового мыла может в зависимости от размера вашей литьевой машины и годовой производительности выбрать 2 полости/4 полости/6 полостей.
Отправить запрос
Описание продукта
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную форму для литья пластиковых чехлов для мыла. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку.
Какие факторы влияют на производительность пресс-формы?
* Мастерство изготовления пресс-форм
холодный канал и литник не будут созданы:
Безлитковое литье
Изолированные направляющие системы
Горячеканальные системы
Литье без литника
Существует две основные категории безлиткового формования:
Основные конструкции прихожей
Нагретые втулки или сопла горячего литника
Базовый тип прихожей
Формование без литника часто используется для быстрого изготовления инструментов с одной полостью.
тонкостенные компоненты из термочувствительных материалов, таких как полиэтилен, полипропилен и полистирол.
Этот метод обычно состоит из машинного сопла особой формы. который может быть спроектирован так, чтобы
приспособить с утопленной характеристикой внутри инструмента пресс-формы. Самые простые конструкции сочетают в себе
характеристика прихожей. При использовании этого типа компоновки тонкая оболочка из более холодного материала изолирует
расплавленный центральный сердечник между соплом и затвором.
На рисунке показаны три стандартных типа сопел предкамерного типа. Дизайн и стиль продемонстрированы в следующих
Преимущество рисунка заключается в том, что если расплав внутри сопла затвердевает и превращается в холодную порцию,
Форма подреза на насадке позволяет быстро снять инструмент. Рисунок (в) демонстрирует
предкамерная система подачи без холодного снарядного колодца.
Этот метод также можно использовать для изготовления более крупных молдингов за один оттиск.
основе, при которой необходим максимальный контроль и качество.
2.Варианты формования без литника также можно использовать для гораздо более термочувствительных материалов. В
В подобных ситуациях предпочтительнее удлинить сопло по отношению к затвору, как показано на рисунках 2. и
забрал из инструмента.
Помимо кажущейся экономии при устранении литника, в нем используются удлиненные сопла.
трехпластинчатая или кольцевая конструкция для уменьшения хода открытия. Учитывая, что литник не отливается,
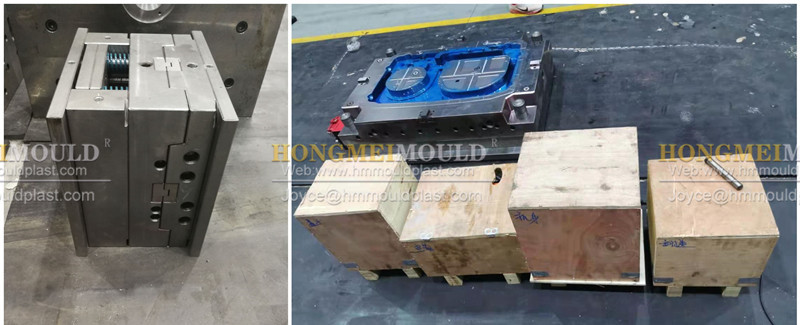
Пластиковая форма для литья мыла
Описание формы
Сталь пресс-формы: P20
Пресс-форма: C45
Полость: 2 полости
Hardtreatment: Поверхностьазотирование
Бегун: Холодный бегун
Система эжектора: штифт эжектора
Система охлаждения: рециркуляционная вода
Срок окончания: 45 дней
Ресурс пресс-формы: 300 000 выстрелов
Какие факторы влияют на производительность пресс-формы?
The Пластиковая форма для литья мыластроительство очень сложное. Так много деталей должны работать вместе. От проектирования, механической обработки, сборки, испытаний и ремонта, а затем, наконец, перехода к сервисному обслуживанию. На качество и производительность пресс-формы влияет множество факторов. Нам нужно по-настоящему понять это, чтобы сделать изготовление форм лучше.
Тип и качество стали
Тип и качество стали является наиболее важным фактором дляПластиковая форма для литья мыла. Это начало и основа всего. Поэтому выбор правильного стального материала очень важен. Существует много типов формовочной стали. Такие как инструментальная сталь D3, A2, O2, D2 из холоднокатаной стали; Инструментальная сталь H11, 1.2344, H13, горячекатаная сталь и многое другое. И, возможно, вам нужно сосредоточиться на пунктах ниже, чтобы выбрать правильный.
Спрос на материал для литья под давлением заключается в том, что разные пластики должны сочетаться с разными стальными материалами. И он также имеет спрос на коррозионную стойкость и полировку.
Если функции стали достаточно, то она самая лучшая. Платить много денег, чтобы получить гораздо более высокие характеристики стали, не обязательно.
Обработка поверхности также очень важна. Обработка азотом может повысить твердость поверхности стали и продлить срок ее службы. А гальваника может изменить характеристики стали. Некоторым пластикам требуется высокая яркость и устойчивость к коррозии, тогда мы можем использовать гальваническое покрытие, чтобы повысить и изменить характеристики стали.
* Конструкция конструкции
Хороший дизайн структуры учитывает не только свойства материала продукта: коэффициент усадки, температуру формования и многое другое. Но также необходимо подумать о водной части охлаждения. Отличный дизайн структуры может улучшитьПластиковая форма для литья мылавремя работы и поддерживать его можно успешно производить продукцию. Это очень важно для повышения эффективности и сокращения затрат.
* Мастерство изготовления пресс-форм
Нам всем нужно хорошее мастерство изготовления форм, чтобы сделать их великолепными. Высокое мастерство может эффективно сократить затраты и рабочее время. Если есть ошибки, это приведет к пайке формы. Между прочим, худшая обработка повлияет на функцию формы, уменьшит срок ее службы, даже если она повредится и сломается при обработке литьем под давлением.
* Полировка
Полировка – заключительная часть изготовления пресс-формы. Полировка также помогает и дополняетПластиковая форма для литья мыладействие, особенно для удаления плесени. Производство некоторых форм во многих случаях идет не гладко, потому что освещение отсутствует, сопротивление слишком велико, деформирование затруднено, и даже верхняя часть белая, а верхняя часть треснутая.
* Сборка пресс-формы
Пресс-форма похожа на сборку машины. Каждая деталь и каждый винтик не должны выходить из строя, иначе последствия будут весьма серьезными. Может вызвать дефекты продукции, повлиять на производство и даже полностью повредить форму, что приведет к браку. Поэтому работа по сборке должна быть очень детальной. В процессе сборки уделите особое внимание очистке формы, особенно каналов для воды и отверстий для винтов. Обязательно сдуйте железные опилки внутри.
* Охлаждение пресс-формы
Любой, кто имеет многолетний опыт работы с пресс-формами, знает, насколько важно охлаждение.Пластиковая форма для литья мыла. Из-за роста цен и заработной платы людей при производстве продукции в больших количествах прибыль, которую приносит сокращение цикла впрыска на одну секунду, невообразима. Однако при ускорении производственного цикла температура формы повышается. Если это не контролировать эффективно, это приведет к тому, что форма станет слишком горячей для формования и даже приведет к ее деформации и разрушению. Поэтому хорошая конструкция системы охлаждения особенно важна, включая плотность, диаметр и взаимосвязь водяных каналов.
* Обслуживание пресс-формы
Обслуживание пресс-форм – это в основном техническое обслуживание и обслуживание во время производства. Формы похожи на автомобили. Если он не используется в течение длительного времени без обслуживания, он может быть выброшен на слом и погибнуть. Поэтому после каждого использования формы требуется комплексное техническое обслуживание, особенно защита от ржавчины формовочной части и основных движущихся частей. Поскольку в процессе производства форма должна получать воду, она может быть заполнена водой в процессе установки или разборки, поэтому необходимо убедиться, что форма сухая, прежде чем наносить слой масла для ее защиты.
На этих деталях нам нужно сосредоточиться и сделать это правильно, чтобы создать хорошую форму для создания хорошей линейки продуктов.
*Пресс-форма Упаковка
Перед доставкой мы распылимПластиковая форма для литья мылас цветом, зеленым, красным, желтым, синим и так далее, клиенты могут в соответствии с вашими требованиями выбрать цвет. и мы знаем, что некоторые места не подходят для покраски, поэтому, прежде чем распылять, мы спросим ваше мнение.
Обычно мы упаковываем деревянный поддон или деревянный ящик и используемпроволочный трос дляукрепить коробку.
холодный канал и литник не будут созданы:
Безлитковое литье
Изолированные направляющие системы
Горячеканальные системы
Литье без литника
Существует две основные категории безлиткового формования:
Основные конструкции прихожей
Нагретые втулки или сопла горячего литника
Базовый тип прихожей
Формование без литника часто используется для быстрого изготовления инструментов с одной полостью.
тонкостенные компоненты из термочувствительных материалов, таких как полиэтилен, полипропилен и полистирол.
Этот метод обычно состоит из машинного сопла особой формы. который может быть спроектирован так, чтобы
приспособить с утопленной характеристикой внутри инструмента пресс-формы. Самые простые конструкции сочетают в себе
характеристика прихожей. При использовании этого типа компоновки тонкая оболочка из более холодного материала изолирует
расплавленный центральный сердечник между соплом и затвором.
На рисунке показаны три стандартных типа сопел предкамерного типа. Дизайн и стиль продемонстрированы в следующих
Преимущество рисунка заключается в том, что если расплав внутри сопла затвердевает и превращается в холодную порцию,
Форма подреза на насадке позволяет быстро снять инструмент. Рисунок (в) демонстрирует
предкамерная система подачи без холодного снарядного колодца.
Этот метод также можно использовать для изготовления более крупных молдингов за один оттиск.
основе, при которой необходим максимальный контроль и качество.
2.Варианты формования без литника также можно использовать для гораздо более термочувствительных материалов. В
В подобных ситуациях предпочтительнее удлинить сопло по отношению к затвору, как показано на рисунках 2. и
Фигура
3. Зубчатая выточка на сопле, показанном на рисунке, обычно имеет вид
резьба. Это позволяет просто отвинтить холодную пробку после того, как цилиндрзабрал из инструмента.
Помимо кажущейся экономии при устранении литника, в нем используются удлиненные сопла.
трехпластинчатая или кольцевая конструкция для уменьшения хода открытия. Учитывая, что литник не отливается,
отверстие, необходимое для снятия направляющей (если таковая имеется), намного меньше.

Горячие Теги: Пластиковая форма для литья мыла, Китай, Индивидуальные, Качество, Мода, Новый стиль, Горячие продажи, Популярные, Дешевые, Купить, Последние продажи, Оптовая торговля, Новейшие, Низкая цена, Фабрика, Сделано в Китае, Цена, Производители, Поставщики, OEM, ODM, своевременная доставка, бесплатный образец
Тег продукта
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.










X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности