 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Дом
>
Продукты > Пластиковая форма для бытовых деталей
>
Пластиковая круглая форма для цветочного горшка
Продукты
- Большая форма для бытовой техники
- Пресс-форма для мелкой бытовой техники
- Пластиковая форма для бытовых деталей
- Пластиковая форма для медицинского оборудования
- Пластиковая форма для офисных помещений
- Пресс-форма для пластиковых автомобильных деталей
- Пластиковая форма для деталей мотоцикла
- Плесень для товаров для домашних животных
- Пластиковая форма для стула
- Пластиковые промышленные детали
- Пресс-форма для литья пластиковых ящиков
- Пластиковая форма для детских товаров
- Пластиковая тонкостенная форма
- ПЭТ-преформа и пресс-форма для крышек
- Пресс-форма для пластиковых труб
- Пластиковые изделия
- Другие формы







Пластиковая круглая форма для цветочного горшка
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную пластиковую круглую форму для цветочного горшка. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку. Мы являемся профессиональным производителем форм для круглых цветочных горшков в Китае. Если вы хотите узнать больше, вы можете связаться с нами.
Контроль качества - это душа Hongmei Mould. У нас есть очень профессиональная команда по производству форм для изготовления форм для цветочных горшков, а также строгая и эффективная политика контроля качества на каждом этапе.
Контроль качества - это душа Hongmei Mould. У нас есть очень профессиональная команда по производству форм для изготовления форм для цветочных горшков, а также строгая и эффективная политика контроля качества на каждом этапе.
Отправить запрос
Описание продукта
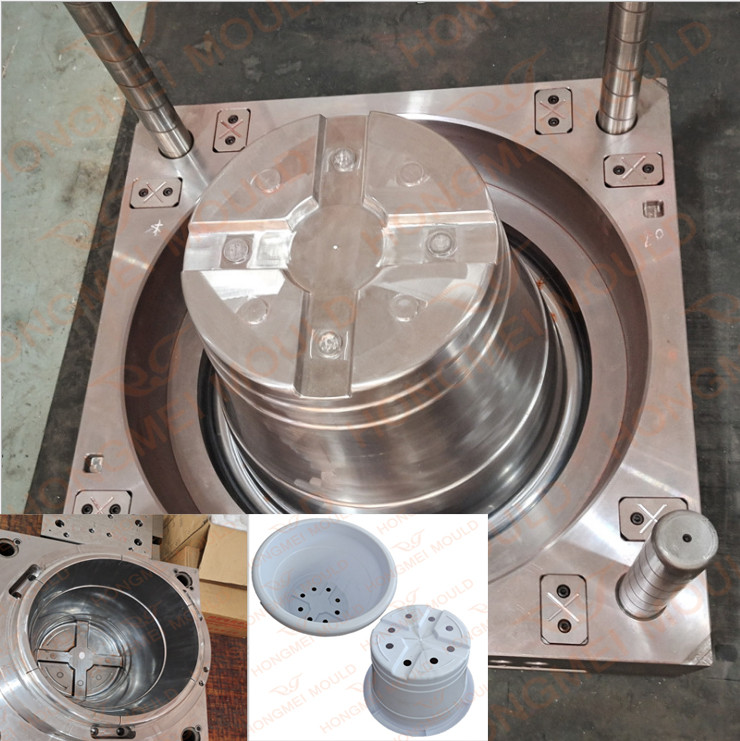
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную пластиковую круглую форму для цветочного горшка. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку.
Размер цветочного горшка: 160*160*160 мм
Вес цветочного горшка: 56 грамм.
Полость пресс-формы: 1 полость
Сталь пресс-формы: 718+H13
Бегунок пресс-формы: точечные ворота горячего бегуна
Выброс: центральный эжектор+воздух
Срок поставки: 60 рабочих дней.
Пластиковая круглая форма для цветочного горшка
Сырье: ПП
Размер цветочного горшка: 160*160*160 мм
Вес цветочного горшка: 56 грамм.
Полость пресс-формы: 1 полость
Сталь пресс-формы: 718+H13
Бегунок пресс-формы: точечные ворота горячего бегуна
Выброс: центральный эжектор+воздух
Срок поставки: 60 рабочих дней.
Как профессиональный производитель пластиковых форм, компания Hongmei Mold уделяет больше вниманияформа для цветочного горшкаКачество пластиковой формы для цветочных горшков. Что касается пресс-формы, мы будем рекомендовать ее в соответствии с вашей производительностью, требованиями к продукции и т. д. Для лучшего охлаждения сердечника и полостей спроектировано несколько линий охлаждения, что может значительно сократить время цикла. Вы можете получить больше продуктов за то же время. Для обработки мы будем использовать высокоскоростной фрезерный станок, который обеспечит точность толщины и веса стенок изделия при обработке пресс-формы. На каждом этапе изготовления формы мы измеряем размеры каждой детали формы, чтобы обеспечить точность обработки формы. Наша компания располагает множеством комплектов оборудования с ЧПУ, включая высокоскоростной фрезерный станок, фрезерный станок с ЧПУ, токарный станок и передовые технологии (Pro-E, Solidworks, Moldflow и Auto CAD) для проектирования пресс-форм.
Система горячеканальной системы в пластиковой круглой форме цветочного горшка
При изготовлении пластиковых круглых цветочных горшков мы уделяем больше внимания конструкции системы охлаждения формы. Для хорошей системы розлива пластика требуется специальная система горячего литования, которая помогает при формовании и обеспечивает оптимальное охлаждение. Чтобы изготовить прочную форму для горшка, необходимо оптимизировать путь охлаждающей воды на самой большой формующей поверхности формы и использовать закаленную сталь с превосходной конструкцией контура охлаждающей воды.
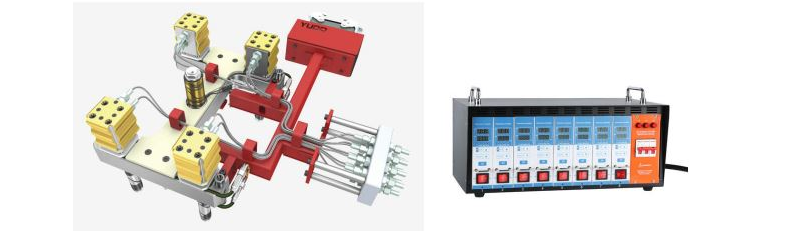
Когда горячеканальная форма спроектирована и изготовлена и ее необходимо внедрить в производство термопластавтомата, выбор термопластавтомата также очень важен. Все возможности автоматической циркуляции литьевой машины должны быть пригодны для горячеканальной системы. При выборе термопластавтомата необходимо учитывать следующие важные факторы:
1. Благодаря добавлению горячеканальных каналов и большего количества направляющих толщина формы горячеканальных каналов соответственно увеличилась. При выборе термопластавтомата обратите внимание на высоту установки термопластавтомата.
2. При измерении объема впрыска термопластавтомата следует учитывать сжимаемость пластика в линейке большого объема.
3. Для снижения стоимости горячеканальных форм рекомендуется непрерывная работа термопластавтомата, а для уменьшения повреждений используется многоступенчатый запуск.
Компоненты формы для круглого цветочного горшка
Это относится к частям, составляющим полость формы, включая: пуансон, матрицу, стержень, формовочный стержень, формовочное кольцо и вставки.
1. Литниковая система: относится к пути потока пластика от сопла литьевой машины к полости в форме. Обычная разливочная система состоит из основного канала, желоба, ворот и холодного отверстия.
2. Направляющий механизм: ВФорма для круглого цветочного горшкаВ основном это позиционирование, направление и выдерживание определенного бокового давления для обеспечения точного зажима движущихся и неподвижных форм. Зажимной направляющий механизм состоит из направляющей стойки, направляющей втулки, направляющего отверстия (непосредственно на шаблоне) и поверхности позиционирующего конуса.
3. Устройство выталкивания. Основная функция выталкивания заготовки из формы состоит из выталкивателя, верхней трубы или толкающей пластины, выталкивающей пластины, фиксирующей пластины выталкивателя, стержня сброса и тянущего стержня.
4. Механизм бокового набора и вытягивания сердечника: его функция заключается в отключении бокового пуансона или извлечении бокового сердечника, обычно включая наклонную направляющую стойку, гибочный штифт, наклонную направляющую канавку, клиновой блок, наклонный желоб ползуна и стойку.
5. Система охлаждения и нагрева: ее функция заключается в регулировании температуры процесса пресс-формы, состоящей из системы охлаждения (отверстие для охлаждающей воды, резервуар для охлаждающей воды, медная трубка) или системы нагрева.
6. Выхлопная система: ее функция заключается в исключении газа из полости, в основном состоящей из выхлопной канавки, стыка и зазора.

Советы по снижению затрат на формы для пластиковых цветочных горшков
1. Упроститеформа для цветочного горшкадизайн. Проект пресс-формы, состоящий из словесных описаний и эскизов в сочетании с отпечатком детали, устраняет необходимость в сложном чертеже с полным размером и может стать первым шагом на пути к снижению затрат. Например, сверлильные шаблоны, изготовленные из ламинатов стеклопластика и используемые для сверления отверстий в фасонных деталях из листового металла, часто изготавливаются из образца, в котором отверстия просверлены в правильном месте. Инструкции по использованию такого инструмента могут состоять из эскиза, сделанного от руки, или маркировки на самой детали с письменным описанием, в котором указана толщина ламината, а также размер и тип требуемых втулок для сверления.
2. Используйте существующие модели или детали. Поскольку пластик по сути является дублирующим материалом, форма должна присутствовать всегда, за исключением особых случаев, таких как шаблонные конструкции лофт. По возможности используйте уже имеющуюся форму, например модель или деталь прототипа, и воспроизводите эту форму в пластике.
3. Постройте новые модели по мужской форме. Когда необходимо изготовить мастер-модели, создайте их так, чтобы их было легче дублировать (обычно мужская форма), и с той стороны металла, которая требует наименьшего переноса толщины детали.
4. Используйте плоские биения. Плоские отводы проще всего построить, и их следует использовать везде, где это возможно.
5. Устраните подрезы и незакрепленные детали. Помните, что при воспроизведении формы из пластика необходимо удалить из модели форму пластикового горшка. По возможности устраняйте все подрезы и незакрепленные детали, упрощая воспроизведение формы.
6. Используйте ламинат решетчатого типа. По возможности вместо сплошных конструкций следует использовать ламинированные конструкции решетчатого типа. Решетчатые конструкции требуют меньше материала и труда, а также имеют меньший вес.
7. Тщательно выбирайте несущие конструкции. Каждый тип несущей конструкции имеет свои преимущества для конкретных типов инструментов. Древесина является быстрым и дешевым способом, но имеет относительно плохую стабильность размеров и четко определенные плоскости слабости. Чугун близок к дереву по стоимости и легко доступен с точки зрения сроков поставки, но может потребовать трудоемкой и дорогостоящей механической обработки. Литой алюминий дороже железа, но его обычно можно получить быстрее и он быстрее поддается механической обработке. Литая сталь самая дорогая, ее изготовление занимает больше времени, но она обеспечивает максимальную прочность. Сварные изделия почти так же дороги и прочны, как литая сталь, и их можно получить раньше. Изготовленные пластиковые опорные конструкции могут быть дорогостоящими как с точки зрения материалов, так и с точки зрения рабочей силы, но имеют небольшой вес.
8. Используйте наполнителиформа для пластикового горшкаматериалы. Там, где требуются относительно большие массы пластмасс и прочность не имеет решающего значения, наполнители могут увеличить выход относительно дорогих пластмассовых материалов.
9. Заливайте большие плоские поверхности инструментов. Медленную и дорогостоящую обработку больших площадей можно устранить путем заливки поверхностей от пластины до площадок, ребер или целых непрерывных поверхностей.
1. Упроститеформа для цветочного горшкадизайн. Проект пресс-формы, состоящий из словесных описаний и эскизов в сочетании с отпечатком детали, устраняет необходимость в сложном чертеже с полным размером и может стать первым шагом на пути к снижению затрат. Например, сверлильные шаблоны, изготовленные из ламинатов стеклопластика и используемые для сверления отверстий в фасонных деталях из листового металла, часто изготавливаются из образца, в котором отверстия просверлены в правильном месте. Инструкции по использованию такого инструмента могут состоять из эскиза, сделанного от руки, или маркировки на самой детали с письменным описанием, в котором указана толщина ламината, а также размер и тип требуемых втулок для сверления.
2. Используйте существующие модели или детали. Поскольку пластик по сути является дублирующим материалом, форма должна присутствовать всегда, за исключением особых случаев, таких как шаблонные конструкции лофт. По возможности используйте уже имеющуюся форму, например модель или деталь прототипа, и воспроизводите эту форму в пластике.
3. Постройте новые модели по мужской форме. Когда необходимо изготовить мастер-модели, создайте их так, чтобы их было легче дублировать (обычно мужская форма), и с той стороны металла, которая требует наименьшего переноса толщины детали.
4. Используйте плоские биения. Плоские отводы проще всего построить, и их следует использовать везде, где это возможно.
5. Устраните подрезы и незакрепленные детали. Помните, что при воспроизведении формы из пластика необходимо удалить из модели форму пластикового горшка. По возможности устраняйте все подрезы и незакрепленные детали, упрощая воспроизведение формы.
6. Используйте ламинат решетчатого типа. По возможности вместо сплошных конструкций следует использовать ламинированные конструкции решетчатого типа. Решетчатые конструкции требуют меньше материала и труда, а также имеют меньший вес.
7. Тщательно выбирайте несущие конструкции. Каждый тип несущей конструкции имеет свои преимущества для конкретных типов инструментов. Древесина является быстрым и дешевым способом, но имеет относительно плохую стабильность размеров и четко определенные плоскости слабости. Чугун близок к дереву по стоимости и легко доступен с точки зрения сроков поставки, но может потребовать трудоемкой и дорогостоящей механической обработки. Литой алюминий дороже железа, но его обычно можно получить быстрее и он быстрее поддается механической обработке. Литая сталь самая дорогая, ее изготовление занимает больше времени, но она обеспечивает максимальную прочность. Сварные изделия почти так же дороги и прочны, как литая сталь, и их можно получить раньше. Изготовленные пластиковые опорные конструкции могут быть дорогостоящими как с точки зрения материалов, так и с точки зрения рабочей силы, но имеют небольшой вес.
8. Используйте наполнителиформа для пластикового горшкаматериалы. Там, где требуются относительно большие массы пластмасс и прочность не имеет решающего значения, наполнители могут увеличить выход относительно дорогих пластмассовых материалов.
9. Заливайте большие плоские поверхности инструментов. Медленную и дорогостоящую обработку больших площадей можно устранить путем заливки поверхностей от пластины до площадок, ребер или целых непрерывных поверхностей.
Свяжитесь со мной
Горячие Теги: Пластиковая круглая форма для цветочного горшка, Китай, Индивидуальные, Качество, Мода, Новый стиль, Горячие продажи, Популярные, Дешевые, Купить, Последние продажи, Оптовая торговля, Новейшие, Низкая цена, Фабрика, Сделано в Китае, Цена, Производители, Поставщики, OEM, ODM, своевременная доставка, бесплатный образец
Тег продукта
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.










X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности