 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Продукты
- Большая форма для бытовой техники
- Пресс-форма для мелкой бытовой техники
- Пластиковая форма для бытовых деталей
- Пластиковая форма для медицинского оборудования
- Пластиковая форма для офисных помещений
- Пресс-форма для пластиковых автомобильных деталей
- Пластиковая форма для деталей мотоцикла
- Плесень для товаров для домашних животных
- Пластиковая форма для стула
- Пластиковые промышленные детали
- Пресс-форма для литья пластиковых ящиков
- Пластиковая форма для детских товаров
- Пластиковая тонкостенная форма
- ПЭТ-преформа и пресс-форма для крышек
- Пресс-форма для пластиковых труб
- Пластиковые изделия
- Другие формы










Пластиковая форма для соковыжималки
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную пластиковую форму для корпуса соковыжималки. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку. Мы являемся профессиональным производителем пластиковых форм для соковыжималок в Китае. Если вы хотите узнать больше, вы можете связаться с нами.
Чтобы построить хорошую фигуру, многие люди сами готовят чашку сока вместо чая с молоком, это полезно и питательно, поэтому вам будет полезно сделать новую дизайнерскую форму для соковыжималки, горячая распродажа 2021 года.
Чтобы построить хорошую фигуру, многие люди сами готовят чашку сока вместо чая с молоком, это полезно и питательно, поэтому вам будет полезно сделать новую дизайнерскую форму для соковыжималки, горячая распродажа 2021 года.
Модель:HM-03 Plastic Juicer Shell Mould
Отправить запрос
Описание продукта
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную пластиковую форму для корпуса соковыжималки. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку.

Информация о пластиковой форме корпуса соковыжималки
Материал основания соковыжималки: АБС-пластик
Материал чашки соковыжималки: AS
Сталь пресс-формы: P20
Пресс-форма: C45
Движущиеся части: термообработка P20
Метод впрыска: Эжекторная пластина
Система охлаждения: высококачественный водный цикл.
Полость пресс-формы: аксессуары: 1+1+1
корпус: одиночный
Бегун: Холодный бегун
Обработка поверхности: Польский
Срок поставки: 50 дней
Срок службы пресс-формы: 500 000 выстрелов
Размер формы: 420*450*390 мм
Литьевая машина: 200T
Конструкция формы корпуса соковыжималки
В компании Hongmei работают 5 отличных дизайнеров изделий и пресс-форм, они имеют опыт работы более 10 лет и обладают навыками работы с системой охлаждения пресс-форм и системой эжектора.
Что касается этой формы для сока, дизайнер предлагает слайды 2 размеров, принимает конструктивную структуру положения эластичного ряда передней формы, а система выталкивателя выбирает выталкивающую пластину, толкаемую масляным цилиндром. Эта конструкция пресс-формы очень доступна и подходит.
Еще есть очень важный вопрос о пресс-форме для небольшой бытовой техники, которая представляет собой сборку каждой детали, поэтому мы проектируем пресс-форму этого типа, должны уделять внимание художественной линии, дизайн линии детали должен соответствовать этой художественной линии, и использовать прецизионную обработку, чтобы получить красивая поверхность.
Горячий бегун или холодный бегун?
Для большинства деталей можно выбрать горячеканальную систему, а также можно выбрать холодную бегунку.
Как мы можем выбрать направляющую систему для форм для чашек соковыжималки?
* В соответствии с вашим бюджетом: цена холодноканальной системы ниже, чем горячеканальной.
* В соответствии с характеристиками деталей: для поверхностных частей можно выбрать горячеканальный вариант, а для внутренних запасных частей мы можем выбрать холодный литник.
* В соответствии с обслуживанием пресс-формы: ремонт холодных каналов проще, чем ремонт горячих каналов, и стоимость ниже.
* В зависимости от цены материала: если цена сырья очень высока, горячеканальные каналы не имеют длинных ворот, что поможет нам сократить расход материала.
Для пластиковой формы корпуса соковыжималки важно выбрать подходящую заслонку.
Для бытовой техники необходима гладкая и аккуратная поверхность, поэтому конструкция пресс-формы, включая конструкцию ворот, очень важна.
1. Требования к расположению ворот
-Требования к внешнему виду (маркировки ворот, линии сварных швов)
-Требования к функциям продукта
-Требования к обработке пресс-форм
- Деформация изделия.
-Объем ворот нелегко снять
-Процесс формования легко контролировать.
2. Влияние на производство и функционирование
Длина потока определяет давление впрыска, силу зажима, а сокращение полной длины потока, когда продукт не заполнен, может снизить давление впрыска и силу зажима.
Положение затвора будет влиять на давление удержания, величину удерживающего давления и на то, сбалансировано ли удерживающее давление. Держите ворота вдали от нагруженного положения изделия (например, подшипника), чтобы избежать остаточного напряжения. Положение ворот должно учитывать вытяжку, чтобы избежать скопления ветра. В этом случае не размещайте заслонку на более слабой или встроенной части изделия, чтобы избежать смещения.
Что такое AS-материал?
Стирол-акрилонитриловая смола представляет собой сополимерный пластик, состоящий из стирола и акрилонитрила. Он также известен как SAN. Его широко используют вместо полистирола из-за его большей термостойкости. Цепочки содержат от 70 до 80% стирола по массе и от 20 до 30% акрилонитрила. Большее содержание акрилонитрила улучшает механические свойства и химическую стойкость, но также придает желтый оттенок обычно прозрачному пластику.
Что такое использование материалов AS?
Область применения включает пищевые контейнеры, бутылки с водой, кухонную утварь, компьютерную продукцию, упаковочные материалы, корпуса аккумуляторов и пластиковые оптические волокна.
Обработка пресс-форм для соковыжималки
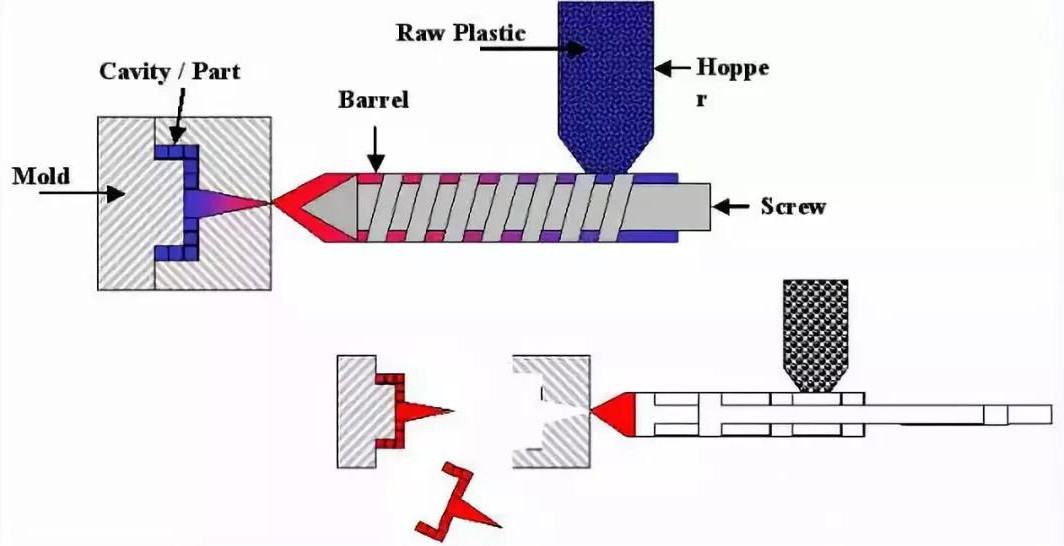
Литье под давлением — это метод производства, при котором детали изготавливаются путем впрыскивания материала в форму. Основным методом переработки пластмасс является литье под давлением. В этом процессе пластик помещается в бункер, а затем бункер нагревается и впрыскивается пластик, который проталкивается через длинную камеру и возвратно-поступательный шнек. После этого его размягчают до жидкого состояния. Сопло расположено в конце полости, и жидкий пластик вынужден охлаждаться через сопло, закрывая форму. Когда пластик остывает и затвердевает, полуфабрикат выходит из пресса.
Свяжитесь со мной
Горячие Теги: Пластиковая форма для корпуса соковыжималки, Китай, Индивидуальные, Качество, Мода, Новый стиль, Горячие продажи, Популярные, Дешевые, Купить, Последние продажи, Оптовая торговля, Новейшие, Низкая цена, Фабрика, Сделано в Китае, Цена, Производители, Поставщики, OEM, ODM , своевременная доставка, бесплатный образец
Тег продукта
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.










X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности