 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Дом
>
Продукты > Пресс-форма для пластиковых автомобильных деталей
>
Пресс-форма для литья крышки автомобильной лампы
Продукты
- Большая форма для бытовой техники
- Пресс-форма для мелкой бытовой техники
- Пластиковая форма для бытовых деталей
- Пластиковая форма для медицинского оборудования
- Пластиковая форма для офисных помещений
- Пресс-форма для пластиковых автомобильных деталей
- Пластиковая форма для деталей мотоцикла
- Плесень для товаров для домашних животных
- Пластиковая форма для стула
- Пластиковые промышленные детали
- Пресс-форма для литья пластиковых ящиков
- Пластиковая форма для детских товаров
- Пластиковая тонкостенная форма
- ПЭТ-преформа и пресс-форма для крышек
- Пресс-форма для пластиковых труб
- Пластиковые изделия
- Другие формы






Пресс-форма для литья крышки автомобильной лампы
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную форму для литья крышек автомобильных ламп. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку. Мы являемся профессиональным производителем пресс-форм для литья крышек автомобильных ламп в Китае. Если вы хотите узнать больше, вы можете связаться с нами.
Автомобильные фары в основном используются для освещения, можно сказать, что это глаза автомобиля, автомобильные фары предназначены для всей системы освещения автомобиля в совокупности, поэтому мы тщательно изготавливаем эту форму для крышки автомобильного освещения.
Автомобильные фары в основном используются для освещения, можно сказать, что это глаза автомобиля, автомобильные фары предназначены для всей системы освещения автомобиля в совокупности, поэтому мы тщательно изготавливаем эту форму для крышки автомобильного освещения.
Отправить запрос
Описание продукта
Как профессиональный производитель, мы хотели бы предоставить вам высококачественную форму для литья крышек автомобильных ламп. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку.
Требования к внешнему виду автомобильных ламп высоки, некоторые важные детали - это прозрачные детали, гальванические детали и т. д., можно сказать, что самые высокие требования к внешнему виду автомобиля - это лампа, поэтому требования к конструкции пресс-формы и производству очень высоки.
Основными светотехническими частями обычного автомобиля являются передние и задние фары. Разные автомобильные фары имеют разную конфигурацию, один и тот же автомобиль в соответствии с высокой и низкой конфигурацией не одинаков.
Пресс-форма для литья крышки автомобильной лампы
Пластиковая форма: пресс-форма для литья крышки автомобильной лампы
Полость формы: 1+1
Горячий канал: 4 капли с нагревательными змеевиками «HOTSET», отдельным контроллером температуры.
Сталь пресс-формы: DIN 1.2738.
Сталь пресс-формы: DIN 1.2312.
Вставка слайдера формы: DIN 1.2738 с азотированием
Активация вставки сердечника: 4 гидравлических цилиндра
Пластиковый материал: АБС
Время цикла: 40 секунд
Срок поставки: 50 дней
Любые другие требования, которые вы можете обсудить с нами.
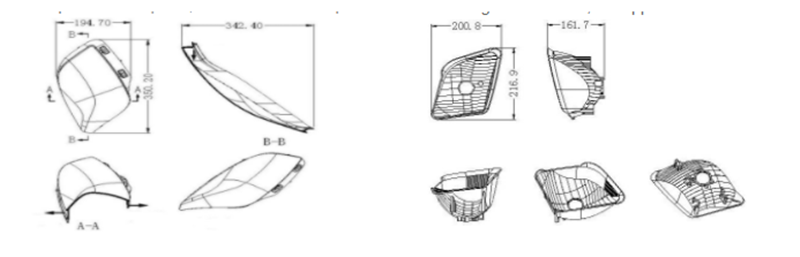
Введение в автомобильную лампу
Требования к внешнему виду автомобильных ламп высоки, некоторые важные детали - это прозрачные детали, гальванические детали и т. д., можно сказать, что самые высокие требования к внешнему виду автомобиля - это лампа, поэтому требования к конструкции пресс-формы и производству очень высоки.
Основными светотехническими частями обычного автомобиля являются передние и задние фары. Разные автомобильные фары имеют разную конфигурацию, один и тот же автомобиль в соответствии с высокой и низкой конфигурацией не одинаков.
Основными компонентами передних и задних фонарей являются: левая и правая линзы, левая и правая декоративная рамка, правый и левый корпуса фонарей, а также правое и левое зеркала.

Требования к внешнему виду автомобильных ламп
1 . Оптическая линза
Изделие прозрачное, внутренняя сторона имеет рисунок, требования к внешнему виду высокие.
2 . Корпус украшения
Внешний вид изделия алюминизирован, некоторые участки необходимо матировать.
3 . Корпус лампы
Продукты для внутренних функций, отверстий в крышке, задней крышки и других требований к сборке.
4 . Отражатель
Гальванические изделия, существуют строгие требования к светораспределению, внешнему виду алюминиевого покрытия.
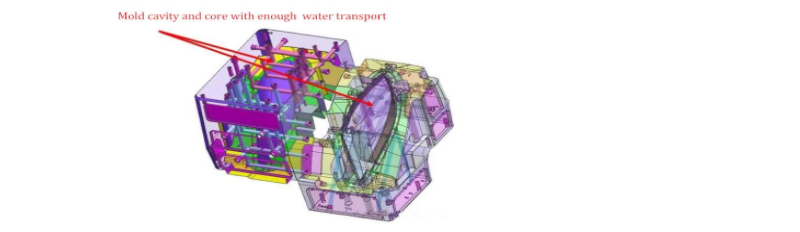
Структура проектирования пресс-формы
Пластиковый корпус автомобильного освещения легко прикрепляется к явлению фиксированной формы, чтобы решить проблему с пластиковым корпусом лампы. Предотвращение конструкции фиксированной формы:
* Перед проектированием формы проверьте, превышает ли наклон зоны с большой силой зажима пластиковых деталей 3 градуса или выше, и постарайтесь спроектировать его под углом более 5 градусов, чтобы избежать прилипания фиксированной формы и повреждения формы при перетаскивании. пластиковые детали.
* Инвертированный рисунок разработан на внутренней стороне пластиковых деталей, где форма легко приклеивается, а сила уплотнения велика. Глубина инвертированного рисунка составляет 0,5–1 мм, инвертный рисунок расположен рядом с закругленными углами пластиковых деталей.
* Спроектируйте арматурные стержни на внутренней стороне формованных деталей, где сила зажима большая, или спроектируйте перевернутый крюк на толкателе.
Канал охлаждающей воды имеет комбинированную форму «вертикальная водопроводная труба + наклонная водопроводная труба + стояк с водяным колодцем», а в системе охлаждения предпочтительно используется вертикальная водопроводная труба. Далее идет наклонный водопровод, только потом колодец типа перегородки.
Комбинированный канал охлаждения расположен равномерно и близко к полости, что подходит для литьевых форм с большими партиями и высокой точностью. Его недостатком является более трудоемкая обработка труб охлаждающей воды.
В конструкции пресс-формы область с большой силой удержания пластиковых деталей обусловлена наклоном матрицы более 5 градусов, а на движущейся стороне формы создается перевернутый рисунок глубиной 0,5 мм.
Таким образом, выталкивание и зачистка формы происходит плавно, механизм движется плавно, форма безопасна, стабильна и надежна, и форма не прилипает к феномену фиксированной формы, что успешно решает проблему прилипания пластиковых деталей корпуса лампы к фиксированной форме. После пробного производства модель имеет хороший нагрузочный эффект и стабильные размеры.
Преимущество компании Hongmei Mold
- Бесплатный дизайн: включая дизайн деталей и дизайн пресс-форм.
- Сервис: 24 часа в режиме онлайн.
- Оборудование: Пятиосевые высокоскоростные фрезерные станки.
Трехосные высокоскоростные фрезерные станки
Фрезерные станки с ЧПУ
Машины для глубокого сверления
Крупногабаритные фрезерные станки
Гравировальные станки с ЧПУ
Электрические искры (ЭДМ)
кусачки
Свяжитесь со мной
Горячие Теги: Пресс-форма для литья под давлением крышки автомобильной лампы, Китай, Индивидуальные, Качество, Мода, Новый стиль, Горячие продажи, Популярные, Дешевые, Купить, Последние продажи, Оптовая торговля, Новейшие, Низкая цена, Фабрика, Сделано в Китае, Цена, Производители, Поставщики, OEM, ODM, своевременная доставка, бесплатный образец
Тег продукта
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.










X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности