 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Этапы оснастки процесса литья пластмасс под давлением
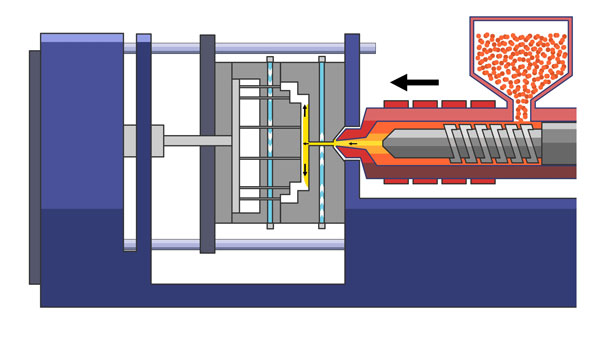
Для литья пластмасс под давлением требуется три основных компонента: термопластавтомат, форма и сырьевой пластиковый материал. Пресс-формы для литья пластмасс состоят из высокопрочных алюминиевых и стальных компонентов, которые обработаны для работы в двух половинах. Половинки формы соединяются внутри формовочной машины, образуя вашу индивидуальную пластиковую деталь.

Машина впрыскивает расплавленный пластик в форму, где он затвердевает и становится конечным продуктом. Процесс литья под давлением на самом деле представляет собой сложный процесс со многими переменными скорости, времени, температуры и давления. Полный технологический цикл изготовления каждой нестандартной детали может составлять от не более нескольких секунд до нескольких минут. Ниже мы предлагаем вам очень краткое объяснение четырех этапов процесса формования.
ШАГ 1
Зажим
Прежде чем пластик впрыскивается в форму, машина с огромным усилием закрывает две половины формы для литья под давлением, что предотвращает открытие формы на этапе впрыска пластика.
ШАГ 2
Инъекция
Необработанный пластик, обычно в виде небольших гранул, подается в термопластавтомат в зоне подачи возвратно-поступательного шнека. Пластиковый материал нагревается под действием температуры и сжатия, когда шнек транспортирует пластиковые гранулы через нагретые зоны цилиндра машины. Количество расплавленного пластика, подаваемого к передней части шнека, является строго контролируемой дозировкой, поскольку именно такое количество пластика станет конечной частью после впрыска. Как только необходимая дозировка расплавленного пластика достигает передней части шнека и форма полностью зажимается, машина впрыскивает его в форму, проталкивая его в конечные точки полости формы под высоким давлением.
ШАГ 3
Охлаждение
Как только расплавленный пластик контактирует с внутренними поверхностями формы, он начинает остывать. Процесс охлаждения укрепляет форму и жесткость вновь отлитой пластиковой детали. Требования ко времени охлаждения для каждой отлитой из пластика детали зависят от термодинамических свойств пластика, толщины стенки детали и требований к размерам готовой детали.
ШАГ 4
выброс
После того, как деталь остынет внутри формы и винт подготовит новую порцию пластика для следующей детали, машина разжимает и открывает форму для литья пластмассы. Машина оснащена механическими устройствами, которые работают с механическими функциями, разработанными внутри литьевой формы для пластика, для извлечения детали. На этом этапе изготовленная по индивидуальному заказу деталь выталкивается из формы, и как только новая деталь полностью выталкивается, форма готова к использованию при изготовлении следующей детали.
Многие пластиковые детали полностью готовы после того, как они извлекаются из формы и просто падают в окончательную коробку для отправки, а другие конструкции пластиковых деталей требуют дополнительных операций после их литья под давлением. Каждый индивидуальный проект литья под давлением уникален!
Если у вас есть какие-либо вопросы или вопросы, не стесняйтесь обращаться к нам!
Whatsapp/Моб: +8613396922066
Почта: quotation@hmmouldplast.com
Отправить запрос




X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности