 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Пресс-форма для литья радиатора бака автомобиля
Пресс-форма для литья радиатора бака автомобиля
Описание формы
Сталь пресс-формы: P20
Полость пресс-формы: одна или несколько
Материал изделия: PA66+GF30%
Система впрыска: Холодный бегун
Тип выброса: Выталкиватель
Время цикла: 50 с.
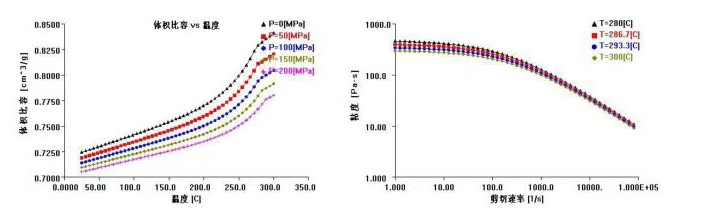
Почему стоит выбрать материал бакового радиатора PA66+GF30%?
С развитием облегченных автомобилей на практике верхний и нижний радиаторы бакаПресс-форма для литья радиатора бака автомобилязаменяются инженерными пластиками вместо меди, обычно с использованием нейлона 66 с добавлением стекловолокна. PA66 обладает хорошей устойчивостью к высоким температурам и коррозии, поэтому детали водяной камеры целы и не погнуты. Верхний и нижний бак автомобилей заменяются конструкционными пластиками вместо меди, обычно с использованием нейлона 66 с добавлением стекловолокна. PA66 обладает хорошей устойчивостью к высоким температурам и коррозии, поэтому детали водяной камеры целы и не погнуты. При этом он имеет хорошую пластичность и красивые детали баковых радиаторов.
Структура формы радиатора бака
При определении конструкции матрицы следует учитывать систему пресс-форм и фактическую производственную ситуацию. Потому чтоПресс-форма для литья радиатора бака автомобиляпродукты представляют собой боковую структуру, вытягивающую сердечник, поэтому использование формы с полой структурой формы, ворота с использованием тестовых ворот. Автоматический радиатор резервуара представляет собой длинные прямые куски, при установке длинных прямых ворот в середине деталей в процессе заполнения расплавленными молекулами и ориентацией волокон появляется пластик, ориентация продукта отличается от коробления, а также параллельно направлению и перпендикулярно. к потоку будет иметь тенденцию к растрескиванию под напряжением, поскольку перпендикуляр к потоку низкой прочности, более склонен к растрескиванию под напряжением. Поэтому инженеры-проектировщики пресс-форм в компании Hongmei решили разместить заслонку на одном конце изделия.
Проверка конструкции продукта:
Независимо от конструкции продукта, созданной HONGMEI MOLD или предложенной клиентами, мы всегда проводим всесторонний анализ и проверку, например, осуществимость процесса формования пластика, структуру и возможность движения пластиковых форм, соответствие всех соответствующих пластиковых компонентов ситуации и т. д. Это позволяет избежать пластиковых форм. поправки, брак и другие ненужные ремонтные работы по пластиковым формам, вызванные ошибкой конструкции продукта. Мы считаем, что еще 10 минут, которые мы потратим на дизайн, на месяц можно сократить в производстве.
Благодаря точному анализу, предусматривающему анализ рациональности конструкции пластиковых форм, наилучший анализ обработки и применение структуры пластиковых форм, он предлагает самые профессиональные решения с наиболее подходящими характеристиками и техническими характеристиками пластиковых форм в соответствии с требованиями заказчика.
Проверка охватывает многие аспекты, такие как интенсивность пластиковых форм, анализ потока пресс-форм, выталкивание пластиковых форм, система охлаждения, рациональность направляющей системы, применение спецификации запасных частей для пластиковых форм, выбор машины клиентами и применение особых требований и т. д. Все из них следует проверить в соответствии со стандартом проектирования пластиковых форм HONGMEI MOLD.
Проверка закупок стали:
Существует строгий процесс проверки и контроль времени покупки запасных частей, стандартизации деталей, точности размеров, твердости материала пластиковых форм, обнаружения дефектов материала и так далее.
Производство пресс-форм — это не только проектирование пресс-форм, обработка и сборка с ЧПУ. Хорошая компания, производящая пресс-формы, не только заботится об этом, она будет уделять больше внимания таким деталям, как поток пресс-формы, проверка размера пресс-формы, точность пресс-формы с ЧПУ, проверка водяных каналов и степень полировки пресс-формы.

Инспекционное оборудование
1. скользящий суппорт
2. Мультиметр
3. Твердометр
4. Отмерьте рулетку
5. Штангенциркули микрометрические.
6. Машина КИМ
Стандарты проверки внешнего вида
1. Размер основания формы должен быть стандартным.
2. Аккуратная и гладкая поверхность основания формы.
3. Сталь пресс-формы должна соответствовать контракту.
Структура пресс-формы
1. Разумная структура пресс-формы.
2. Слайды должны быть гладкими и нуждаться в термической обработке, на слайде имеется масляная канавка.
3. Подъемник, вставка и инжекторный штифт, втулка должны работать плавно.
Система охлаждения
1. Разумная система охлаждения цикла.
2. Гладкий водный канал, отсутствие утечек воды и воздуха.
3. Размер интерфейса водного канала должен быть таким же, как на рисунке.
Система впрыска
1. Кольцо расположения должно подходить для литьевой машины, размер и наклон главного желоба должны быть разумными.
2. Способ подачи и направляющая ветки должны находиться в разумном положении, ворота легко упасть.
3. Разумная конструкция линии разъема
4. Некоторые формы отмечают дату дня/месяца/года или материала или логотипа.
5. Инъекционный штифт должен иметь подходящую конструкцию.
Отправить запрос




X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности