 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Дизайн пресс-форм для пищевых контейнеров
Особенности продукта:
1. Конструктивные характеристики
Одноразовая коробка для фаст-фуда имеет относительно большую форму и тонкую стенку толщиной 0,35~0,5 мм.
2. Характеристики использования
Требования к использованию одноразовых коробок для фаст-фуда: во-первых, надежное качество, в том числе надежная прочность пластиковых деталей, красивый внешний вид, нетоксичность и безвредность; во-вторых, низкая стоимость производства, включая отдельные пластиковые детали, легкий вес, низкая цена материала и высокая степень использования материала, производство. Обработка удобна, а объем производства достаточно велик.
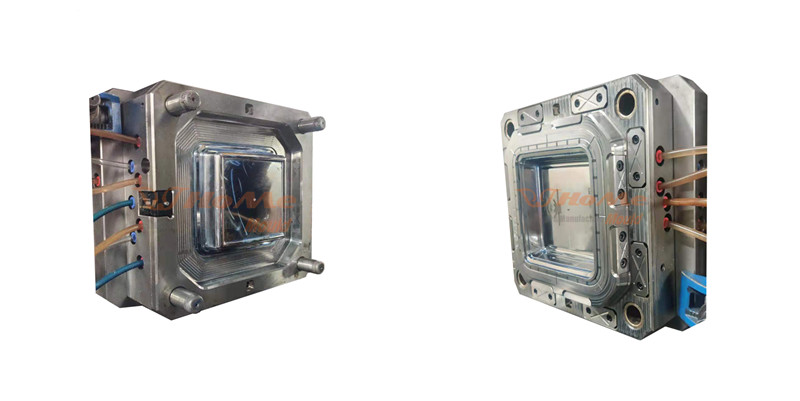
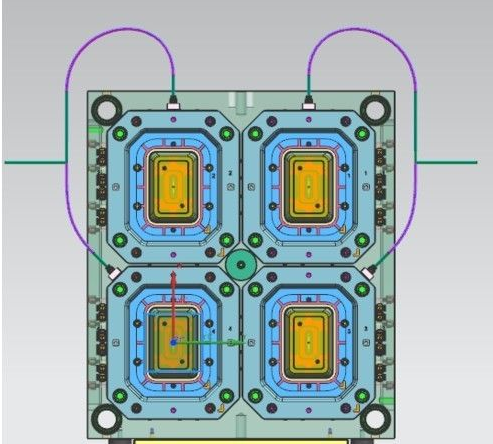
Конструкция конструкции пресс-формы:
Учитывая все характеристики одноразовых коробок для фаст-фуда, конструкция пресс-формы представляет собой двухпластинчатую конструкцию с 4 полостями. Кроме того, необходимо учитывать систему разлива, систему охлаждения и систему выброса.
1. Проектирование системы заливки
Чтобы полностью улучшить коэффициент использования материала, а также из-за плохой текучести полипропилена (ПП), одноразовую коробку для закусок с толщиной стенок около 0,5 мм следует отлить под давлением в течение короткого времени. Система заливки формы должна иметь форму горячеканального канала. Горячеканальные системы имеют следующие преимущества: ① экономия сырья; ② может улучшить качество литья пластиковых деталей; ③ помогают повысить эффективность производства и облегчить автоматизированное производство. Недостаток заключается в том, что температура формы слишком высока, и следует уделять внимание достаточному охлаждению, стоимость изготовления формы увеличится. Учитывая все преимущества и недостатки горячеканальной системы, окончательное использование горячеканальной системы помогает улучшить качество формования и эффективность производства пластиковых деталей.
2. Конструкция системы охлаждения.
Функция системы охлаждения заключается в быстром охлаждении формы и контроле температуры формы. Поскольку температура полипропиленового материала во время литья под давлением составляет 220–270 ℃, разумная конструкция системы охлаждения значительно сократит время охлаждения пластиковых деталей и, таким образом, сократит цикл литья под давлением. Из-за особой конструкции и требований к пресс-форме в системе охлаждения используется многоконтурное охлаждение, чтобы полностью обеспечить охлаждение отливаемых пластиковых деталей.
Поскольку в пресс-форме используется система горячего литника, температура части горячего сопла будет относительно высокой, а к горячему соплу горячего литника также добавляется система охлаждения.

3. Конструкция системы выброса
Из-за большой формы одноразовой коробки для фаст-фуда и относительно небольшой толщины стенок пластиковые детали оказывают большее усилие затягивания на детали формы. Если используется обычная система выталкивания толкателя, можно легко сконцентрировать силу в положении точки толкателя, а следы толкателя будут влиять на пластик. Качество формования деталей будет нарушено, когда серьезно, что приводит к образованию отходов. Если используется выталкивание типа толкающей пластины, процент брака будет снижен, но конструкция толкающей пластины увеличит избыточное движение формы, продлит производственный цикл и снизит эффективность производства.
В форме используется многоточечная структура выброса с помощью газа. После открытия формы в полость подается воздух под определенным давлением, чтобы разделить пластиковые детали и форму. Многоточечный газовый выброс имеет следующие преимущества: во-первых, давление легко контролировать, а сила выброса равномерна, чтобы не повредить пластиковые детали; во-вторых, при помощи газового выброса не происходит выброс → сброс → повторный выброс → повторный сброс, необходимо контролировать только давление, и газ можно выдуть вовремя. Сэкономьте время формования и сократите цикл формования.
Отправить запрос




X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности